Napětí a deformace ve svarových spojích

Během procesu svařování jsou oblasti spojovaných dílů vystaveny intenzivním teplotním účinkům. Deformace a pnutí při svařování jsou nevyhnutelné.
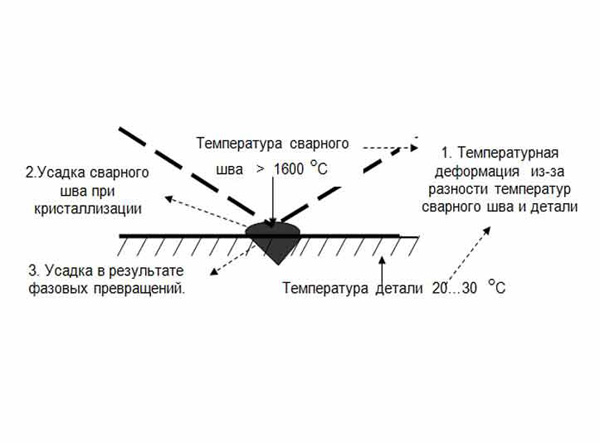
Během procesu svařování jsou oblasti spojovaných dílů, které se nacházejí ve svarové zóně a kolem ní, vystaveny intenzivním teplotním účinkům: nejprve se rychle zahřejí na teploty tavení a poté se ochlazují s téměř stejnou intenzitou. Deformace a pnutí při svařování jsou nevyhnutelným důsledkem takových procesů.
Vliv kovových konstrukcí
S ultrarychlým ohřevem dochází ke strukturálním změnám v jakémkoli kovu. Jsou způsobeny skutečností, že mikrostruktury jednotlivých kovů mají různé velikosti zrn.
Ve vztahu k nelegovaným středně a nízkouhlíkovým ocelím (oceli s vysokým obsahem uhlíku jsou známé tím, že se špatně svařují), při různých teplotách v nich mohou vznikat zejména tyto struktury:
1. Austenit je tuhý roztok uhlíku v α-železe. Vzniká při teplotách ohřevu nad 7230 C a existuje v závislosti na procentu uhlíku v oceli až do teplot 1100-13500 C. Mobilita mikrostrukturních zrn za takových podmínek je vysoká, proto jsou austenitické oceli dosti plastické a při pomalém ochlazování nemají významnou úroveň zbytkových napětí. Částečný (až 18-20%) austenit je po konečném ochlazení zachován v ocelové konstrukci. Velikost zrna austenitu je 0,27-0,8 mikronu.
2. Karbid železa/cementit. Struktura má mřížku ve tvaru diamantu a vyznačuje se vysokou povrchovou tvrdostí. Velikosti zrn jsou v rozmezí 0,1-0,3 mikronů.
3. Ferit je nízkoteplotní, nejměkčí složka mikrostruktury, vznikající při procesu relativně pomalého ochlazování kovu, ke kterému dochází při svařování pod tavidlem. Feritová zrna jsou kulatého půdorysu o velikosti 0,7-0,9 mikronů.
4. Perlit je struktura, která vzniká během ochlazování kovu a je směsí feritu a cementitu. V závislosti na rychlosti ochlazování může být perlit zrnitý nebo lamelární. V prvním případě jsou zrna protáhlá podél osy obrobku, ve druhém mají zaoblený tvar. Průměrná velikost částic perlitu je v rozmezí 0,6-0,8 mikronů. Při zvýšených rychlostech ochlazování se místo perlitu objevuje jemnější strukturní složka, která se nazývá troostit. Velikost zrn troostitu nepřesahuje 0,2 mikronu.
5. Martenzit je nerovnovážná strukturální složka, která existuje pouze v oceli zahřáté na teploty nad 750-9000C (s nárůstem procenta uhlíku se počátek martenzitické přeměny posouvá k nižším teplotám). Ve složení oceli je fixován pouze při jejím zrychleném ochlazování, například při kalení. Tento martenzit má velikost zrna 0,2-2,0 mikronů.
Ještě složitější složení mají legované oceli, v jejichž mikrostruktuře se objevují karbidy a nitridy. Kromě toho jsou velikosti zrn silně ovlivněny rychlostí ochlazování různých částí součástí, složením atmosféry, ve které se ohřev provádí, intenzitou difúze materiálu svařovací elektrody atd.
Hlavním důvodem vzniku napětí ve svařovaných konstrukcích je tedy ostře rozdílná velikost zrna v mikrostruktuře ocelí.
Klasifikace napětí a přetvoření
Hlavním důvodem vzniku svařovacích napětí a deformací jsou nestejné vlastnosti spojovaných dílů. Rozlišují se vnitřní (zbytková) a povrchová napětí. První se formují ve svařovaných dílech během chlazení. Způsobují deformaci struktur a při zvýšených parametrech tvrdosti mohou vést ke vzniku vnitřních trhlin v kovu. Taková napětí jsou nebezpečná z následujících důvodů:
1. Nelze zjistit vizuální kontrolou.
2. Nejsou konstantní v čase, někdy se zvyšují během provozu svařovaného celku.
3. Přispět ke snížení provozního odporu až k destrukci svaru.
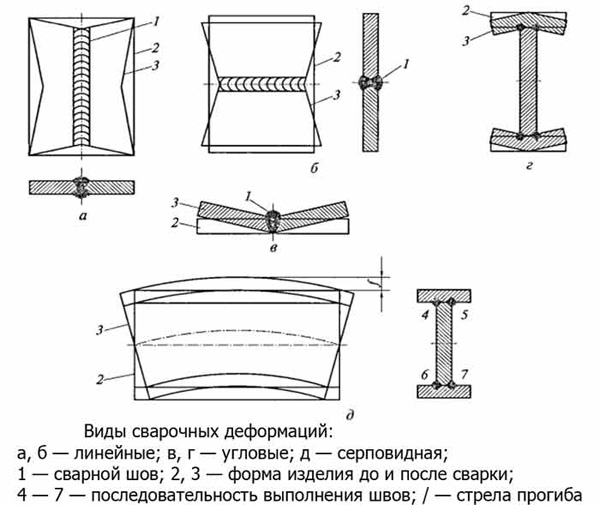
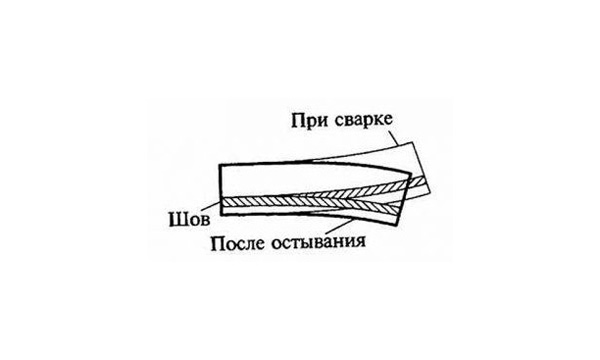
Přítomnost povrchových napětí se snadno odhalí deformací svařovaných konstrukčních prvků, zejména u tenkostěnných. Taková napětí se po svařování snadno korigují. Pokud však taková napětí překročí pevnost kovu v tahu, objeví se na povrchu trhliny. U nízkokritických výrobků je lze svařovat, v jiných případech je svařování považováno za vadné. Pravděpodobnost vzniku napětí se snižuje, jsou-li svařovány kovy s přibližně podobnými fyzikálními a mechanickými vlastnostmi. Objemová namáhání při svařování jsou považována za nebezpečnější, protože jejich znaménko a absolutní hodnota je obtížné určit pomocí konvenčních metod. Důsledkem působení napětí jsou výsledné deformace při svařování. Mohou být elastické a plastové. Elastické deformace vznikají v důsledku působení povrchových napětí při změně lineárních a objemových parametrů kovu: při procesu svařování se zvětšují a při ochlazování svarové zóny klesají. Plastická deformace je důsledkem nevratných změn tvaru výrobku pod vlivem vnitřních pnutí, která přesahují pevnost kovu v tahu. Důležitou charakteristikou kvality svařování je koeficient deformační nerovnoměrnosti. Je stanoven lineárními a úhlovými změnami původních rozměrů dílů podél různých souřadnic. Nerovnoměrná deformace je minimální, když svařované výrobky nejsou upevněny v žádném upínacím zařízení. Například při kontaktu s méně vyhřívaným svěrákem je tepelná roztažnost spojovaného prvku v tomto směru nemožná, proto se právě tam vytvoří zvýšená zbytková napětí.
Úroveň deformace v oblasti svaru se zvyšuje, pokud jsou svařovány kovy, které jsou si navzájem velmi nepodobné. To se vysvětluje rozdílem ve fyzikálních vlastnostech materiálů – koeficienty tepelné roztažnosti, tepelná vodivost, tepelná kapacita, modul pružnosti atd.
Výkon svařovací jednotky, ve které zůstávají vnitřní pnutí, je dán jejími provozními podmínkami. Například při nízkých teplotách a dynamickém zatížení je porušení svaru v důsledku namáhání pravděpodobnější než za normálních podmínek. Po svaření různých kovů, jakož i dílů s ostře odlišnými celkovými rozměry, by tedy měla být svařovaná konstrukce zkontrolována pečlivěji. Pokud jsou zjištěny úhlové nebo lineární deformace, nelze výrobek používat bez opravy vad.
Metody eliminace napětí a deformace
Existuje dostatek způsobů, jak se vyhnout defektům svařování v důsledku deformací a napětí přítomných ve svaru.
Minimalizace velikosti švu je nejjednodušší způsob, jak snížit riziko selhání uzlu. Se zmenšováním šířky švu se zmenšuje zóna působení napětí, stejně jako síly deformace součásti způsobené strukturálními změnami v ní. Při svařování natupo se pozitivního efektu dosáhne pečlivou přípravou okrajů: jsou řezány ve tvaru písmen V, U nebo X. Při rohovém svařování lze stejného výsledku dosáhnout použitím správného tvaru části švu: měl by vypadat jako parabolický trojúhelník, kdy je rozdíl napětí nejmenší. Je třeba poznamenat, že svářecí napětí se mohou vzájemně vyrovnávat, proto je u oboustranného svaru jedna jeho část provedena s konkávním parabolickým trojúhelníkem a protější část s konvexním trojúhelníkem. S rostoucí délkou svaru se zvyšuje pravděpodobnost namáhání při svařování a deformací. Proto se pro vykládání cvičí zhotovování přerušovaného švu, kdy mezi jeho jednotlivými sekcemi jsou ponechány zóny, které nepodléhají tepelným účinkům plamene nebo svařovacího oblouku. Pokud z důvodu pevnostních podmínek není možné provést přerušovaný šev, pak návrh obsahuje kompenzační výztuhy. Úroveň a pravděpodobnost výskytu svařovacích napětí a deformací v příčném směru se výrazně sníží, pokud se použijí elektrody se zvětšeným průměrem. V tomto případě se teplotní rozdíl přes průřez švu zmenšuje. Stejného efektu je dosaženo také snížením počtu svařovacích průchodů: každý následující zvyšuje úroveň svařovacích napětí, která se po předchozím průchodu ještě nestihla snížit. Za tímto účelem je zajištěno oboustranné (ale identické!) řezání hran. Při svařování dílů s ostře odlišnými tloušťkami nebo složitým profilem ve tvaru Z se šev provádí podél osy symetrie, kdy je vzdálenost k oběma okrajům přibližně stejná. V tomto případě se kov na obou stranách osy symetrie ochlazuje za přibližně stejných podmínek.
Aby se kompenzovaly výsledné tahově-kompresní síly, je praktikováno dělat švy v opačném pořadí. Díky tomu jsou napětí vzájemně vyvážena. Opačný sled je možný nejen v délce, ale také v hloubce švu.
Zvláštní skupinu metod ke snížení svařovacích napětí a deformací tvoří konstrukční prvky: mezilehlé opěrné desky, vodou chlazené svěráky atd. V prvním případě se používají kovy s vysokou tepelnou kapacitou, například měď. Měděné trubky se také používají v konstrukcích upínacích zařízení a umístění přívodu vody se musí shodovat s umístěním švu, který je aplikován. Při provádění dlouhých švů jsou účinné přídavné svorky, které zabraňují tepelné deformaci kovu v zóně svařování. Takové svorky se odstraní až po úplném ochlazení připojené konstrukce. Stěžejní metodou odlehčení pnutí a deformací vznikajících při svařování je změkčovací tepelné zpracování hotových konstrukcí – jejich žíhání.