Jak ohýbat dřevo doma nebo v dílně
Pokud se rozhodnete vyzdobit místnost dřevem nebo začít vytvářet krásný nábytek v klasickém stylu, budete muset vyrobit zakřivené části. Dřevo je naštěstí unikátní hmota, protože umožňuje zkušenému řemeslníkovi si s formou trochu pohrát. Není to tak těžké, jak se zdá, ale ne tak snadné, jak bychom chtěli.
Dříve na webu byla již publikace o ohýbání překližky. V tomto článku pochopíme principy ohýbání masivních desek a dřeva a zjistíme, jak se to dělá ve výrobě. Poskytneme také užitečné tipy od profesionálů, které se budou hodit domácímu řemeslníkovi.
Proč je ohýbání lepší než řezání
Zakřivený dřevěný díl lze získat dvěma způsoby: ohnutím plochého kusu nebo vyříznutím požadovaného prostorového tvaru. Metoda tzv. „pilování“ přitahuje uživatele svou jednoduchostí. Pro takovou výrobu dílů a konstrukcí nepotřebujete používat složitá zařízení, nemusíte trávit spoustu času a úsilí. Abyste však mohli řezat zakřivený dřevěný výrobek, musíte použít obrobek, který je zjevně příliš velký, a mnoho cenného materiálu bude nenávratně ztraceno jako odpad.
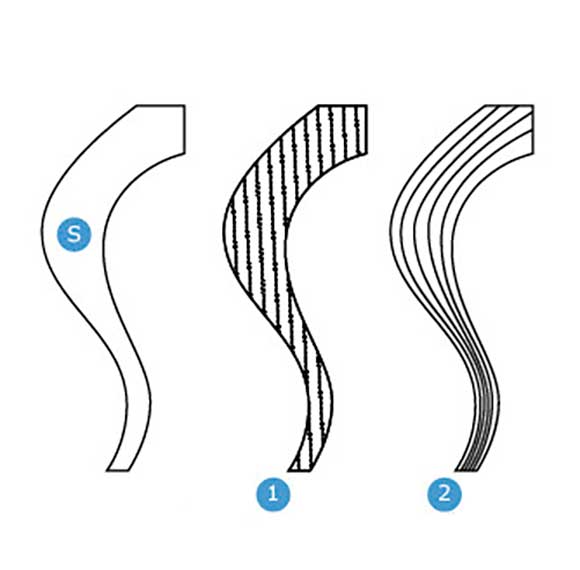
Hlavním problémem jsou ale výkonnostní charakteristiky výsledných dílů. Při řezání zakřiveného dílu z běžného hraněného řeziva vlákna dřeva nemění svůj směr.
Do zóny rádiusu tak spadají příčné řezy, které nejen zhoršují vzhled, ale také výrazně komplikují následnou konečnou úpravu výrobku, například jeho frézování nebo jemné broušení. Navíc v zaoblených oblastech, které jsou nejvíce zranitelné vůči mechanickému namáhání, vlákna probíhají napříč průřezem, díky čemuž je díl náchylný k prasknutí v tomto místě.
Zatímco při ohýbání bývá pozorován opačný obraz, kdy dřevo teprve zesílí. Okraje zakřivených nosníků nebo desek nemají „koncové“ řezy vláken, takže následně lze takové obrobky zpracovávat bez omezení pomocí všech standardních operací.
Ohýbání dřevěných vláken
Co se děje ve dřevě, když se ohýbá?
Technologie ohýbání je založena na schopnosti dřeva, při zachování své celistvosti, měnit svůj tvar v určitých mezích působením síly a poté jej zachovat po odstranění mechanického nárazu. Všichni však víme, že bez přípravných opatření je řezivo elastické – tedy vrací se do původního stavu. A pokud jsou působící síly příliš velké, trám nebo deska se jednoduše zlomí.
Vrstvy dřevěného obrobku nepracují při ohýbání stejně. Vně poloměru je materiál natahován, uvnitř je stlačován a ve středu pole nejsou vlákna prakticky zatěžována a mají malý odpor vůči silám působícím na obrobek (tato vnitřní vrstva se nazývá „neutrální“). . Při kritické deformaci se vlákna na vnějším poloměru lámou a na vnitřním poloměru se obvykle tvoří „záhyby“, které jsou poměrně častou vadou při ohýbání měkkého dřeva. Vlákna plastového tvrdého nebo měkkého dřeva se mohou smrštit o 20 procent i více, přičemž mez pevnosti v tahu je asi jedno až jedno a půl procenta.
To znamená, že pro stanovení možnosti ohybu (bez destrukce) bude důležitějším ukazatelem hranice relativního prodloužení natažené vrstvy. Přímo závisí na tloušťce součásti a určuje poloměr, který je třeba získat. Čím silnější je obrobek a čím menší je poloměr, tím větší bude relativní prodloužení podél vláken. Díky údajům o fyzikálních vlastnostech oblíbených dřevin je možné pro každou z nich formulovat maximální možný poměr tloušťky a poloměru dílů. V číslech to bude vypadat takto:
Ohýbání pomocí ocelové tyče
| Plemeno | Možný (vnitřní) poloměr ohybu ve vztahu k tloušťce dílu po napaření a aplikaci pneumatiky. |
|---|---|
| Borovice | 1:11 |
| Smrk | 1:10 |
| Birch | 1:5,7 |
| Dub | 1:4 |
| Beech | 1:2,5 |
Ohýbání bez použití pneumatiky
| Druh přípravy řeziva | Možný (vnitřní) poloměr ohybu ve vztahu k tloušťce součásti. |
|---|---|
| Pouze topení | 1: 80 – 1: 100 |
| Pouze zvlhčující | 1: 50 – 1: 60 |
| Vytápění a zvlhčování | 1: 20 – 1: 30 |
Tyto údaje naznačují, že jehličnaté řezivo je ve srovnání s hustým tvrdým dřevem méně vhodné pro volné ohýbání. Pro práci s řezivem v agresivních poloměrech je nutné použít kombinované metody předběžné přípravy dílů a mechanické ochrany.
Pneumatika jako účinný způsob, jak se vyhnout destrukci dřeva při ohýbání
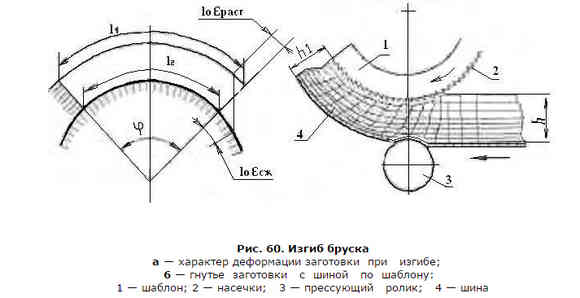
Protože hlavním problémem je lámání vláken na straně vnějšího poloměru, je třeba tento povrch obrobku nějak stabilizovat. Jednou z nejběžnějších metod je použití horní dlahy. Pneumatika je ocelový pás o tloušťce půl milimetru až dva milimetry, který po vnějším poloměru překrývá nosník nebo desku a ohýbá se na šabloně spolu se dřevem. Elastický pásek absorbuje část energie při natažení a zároveň přerozděluje destruktivní zatížení po délce obrobku. Díky tomuto přístupu ve spojení se zvlhčováním a ohřevem je přípustný poloměr ohybu výrazně snížen.
Paralelně s použitím ocelových tyčí v ohýbacích zařízeních a strojích se dosahuje mechanického zhutňování dřeva. To se provádí pomocí přítlačného válce, který tlačí na obrobek podél vnějšího poloměru ohybu. Kromě toho je šablona v takovém zařízení často vybavena 3 mm zuby (v krocích asi 0,5 cm), orientovanými směrem k pohybu obrobku.
Účelem zubatého povrchu šablony je zabránit sklouznutí obrobku, zabránit vzájemnému posunu vláken v dřevěném masivu a také vytvořit v konkávním poloměru dílu malé promáčklé zvlnění (vlákna jsou vtlačena dovnitř masiv, jsou tedy vyřešeny problémy se záhyby).
Ohybový vzorek s pneumatikou
Lisování pneumatikou umožňuje ohýbat tyče a desky z jehličnatého a měkkého listnatého dřeva s minimálním procentem vad. Vezměte prosím na vědomí, že díly vyrobené z relativně tvrdého dřeva se při ohýbání lisováním ztenčují přibližně o deset až dvanáct procent a přířezy z borovice a smrku o 20-30 %. Mezi pozitivní aspekty této metody však patří výrazné zvýšení pevnostních charakteristik hotového výrobku a také výrazné snížení požadavků na přítomnost vad a vad v dřevěných polotovarech.
Jak zlepšit plasticitu dřeva
Řezivo má v normálním stavu pružnost, výraznou prostorovou tuhost a odolnost proti stlačení. Dřevo získává tyto cenné vlastnosti z ligninu, přírodního „síťového“ polymeru, který dává rostlinám stabilní tvar a pevnost. Lignin se nachází v mezibuněčném prostoru a v buněčných stěnách, spojuje celulózová vlákna. Jehličnaté dřevo ho obsahuje asi 23–38 procent, listnaté až 25 procent.
Lignin je v podstatě druh lepidla. Změkčíme a přeměníme v „koloidní roztok“, pokud řezivo zahřejeme napařováním, varem nebo ošetřením vysokofrekvenčním proudem (na drobné díly je vhodná i domácí mikrovlnka). Po roztavení ligninu se obrobek ohne a zafixuje – chladnutím roztavený lignin tvrdne a brání dřevu v návratu do původního tvaru.
Praxe ukazuje, že optimální teplota pro ohýbání masivního dřeva (blok, lišta, deska) je 100 stupňů Celsia. Tato teplota musí být dosažena nikoli na povrchu, ale uvnitř obrobku. Proto bude doba vystavení teplotě do značné míry záviset na tom, jak masivní díl je. Čím silnější je část, tím déle se bude muset zahřívat. Pokud se například napařováním připravíte na ohýbání kolejnice o tloušťce 25 mm (s vlhkostí cca 28-32 %), tak to v průměru trvá asi 60 minut. Je pozoruhodné, že doba působení páry pro části podobných rozměrů pro jakýkoli druh je přibližně stejná.
Mimochodem, předpokládá se, že je také nemožné přehřát součást, protože lignin po vytvrzení může ztratit svou elasticitu a stát se příliš křehkým.
Metoda varu se často nepoužívá, protože obrobek je silně a nerovnoměrně navlhčen a taková vodou nasycená vlákna a buňky se mohou při ohýbání trhat, přinejmenším s tvorbou vláken. Po uvaření musí díly sušit příliš dlouho. Ale tato metoda funguje dobře, pokud potřebujete zpracovat pouze část obrobku pro ohýbání.
Napařování umožňuje rovnoměrný ohřev obrobku a jeho výstupní vlhkost má tendenci se blížit optimu. Za nejvhodnější vlhkost pro dosažení maximální tažnosti řeziva je považována v rozmezí 26-35 procent (okamžik nasycení dřevěných vláken).
K napařování dřeva pro ohýbání doma používejte domácí válcové komory vyrobené z kovových/polymerových trubek nebo obdélníkové dřevěné krabice. Zdrojem páry jsou vyhřívané nádrže, rychlovarné konvice a další podobná zařízení, která dokážou zajistit teplotu kolem 105 stupňů a nízký tlak. Poté vždy následuje fáze vysušení dílu (+ držení zafixovaného tvaru) na cca patnáct procent a jeho dokončení.