Jak a čím lepit HPL plast | LLC ITS

Jedním ze způsobů použití vysokotlakých laminovaných plastů je jejich lepení na různé podklady. Výsledné panely lze využít k nejrůznějším účelům – k obkladům stěn, výrobě nábytku i interiérových detailů.
Instalace HPL plastu s lepidlem se provádí pomocí různých různých podkladů – překližkové desky, dřevovláknité desky, MDF a dřevotřískové desky. Tento proces vyžaduje znalost specifik materiálů, pojiv a technologických vlastností procesů zpracování.
Podívejme se blíže na to, jak lepit HPL plast.
Vlastnosti práce s HPL plastem
Existuje několik pravidel, která vám umožní získat vysoce kvalitní a bezchybné lepení lisovaného laminátu a základny:
- Před lepením je nutné uvést plast, podklad a lepidlo do stejných podmínek (50% relativní vlhkost vzduchu a pokojová teplota +18-+22°C);
- Nově zakoupené desky z překližky, dřevotřísky a dřevovláknitých desek je potřeba alespoň týden důkladně vysušit, aby se odstranila přebytečná vlhkost;
- povrch lepených materiálů musí být pečlivě obroušen a bez vad a nerovností;
- Na spojovaných plochách nesmí být žádná kontaminace; lepidlo musí být také čisté, bez mechanických nečistot. Při nedodržení této podmínky může dojít k protlačení plastu cizími vměstky;
- lepidlo na zadní plochu plastu by mělo být naneseno celoplošně a rovnoměrně a tloušťka vrstvy lepidla závisí na tom, jak hrubě je povrch dřevěné desky zpracován – čím hrubší je překližková deska, tím více lepidla bude potřeba;
- Po nalepení je důležité zajistit rovnoměrné rozložení lisovací síly a také udržovat optimální teplotní a vlhkostní podmínky během schnutí, které trvá 48 hodin;
- Pro efektivnější lepení je nutné použít typ lepidla speciálně vyrobený pro každý typ povrchu a technologii zpracování plastů.
Lepidla na HPL panely
Výrobci lepicích materiálů poskytují všechny potřebné informace o složení a způsobech aplikace svých výrobků, takže lepení HPL plastu musí být prováděno v přísném souladu s pokyny.
Technologie lepení HPL plastu na MDF a dřevotřísku
Existuje několik možností pro lepení HPL laminátu na překližkovou nebo dřevotřískovou základnu:
- na polyuretanové lepidlo;
- na kontaktní lepidlo.
Použití kontaktního lepidla poskytuje vysoce pevné spojení mezi plastem a substrátem, avšak při nanášení lepidla se mohou na spojované díly dostat nečistoty nebo se mohou vytvořit lepicí vlákna, která může způsobit nerovný povrch.

Pro lepení HPL plastu na MDF nebo dřevotřísku je proto optimální použít polyuretanové lepidlo, které se lépe stříká, má vysokou přilnavost k povrchu plastu a lze jej použít i pro práci s laminovanou dřevotřískou.
Pořadí lepení bude vypadat takto:
- plast a substrát se nařežou (velikost přířezů závisí na rozměrech lisu), připraví se rozpěrky a těsnění pro kompenzaci velikostí dílů;
- povrch základny, plastu a těsnění prochází důkladným mechanickým a pneumatickým čištěním;
- polyuretanové lepidlo se zředí rozpouštědlem na požadovanou konzistenci v poměru 2: 1 (pro aplikaci stříkací pistolí), výsledná kompozice se filtruje;
- díly se znovu profouknou a nanese se na ně lepidlo;
- přířezy určené ke slepení jsou stohovány, mezi ně jsou umístěny distanční vložky z dřevotřísky ošetřené antiadhezivní hmotou pro ochranu hotových výrobků před slepením;
- Přířezy jsou umístěny v lisu, jehož horní a spodní panely byly rovněž ošetřeny antiadhezivními látkami.
K lepení zakřivených ploch se používá vakuový lis pro práci s plochými obrobky, používá se jednotka bez vakua vzduchu.
LLC „Innovative Construction Technologies“ zpracovává a dodává panely HPL Greenlam na staveniště. Nabízíme širokou škálu fasádních a interiérových řešení. Katalog představuje více než 300 dekorativních možností.
Vypracujeme designový projekt, poskytneme konzultace k technickým otázkám a nainstalujeme panely pomocí mechanického a lepícího upevnění.
Doporučení byla vyvinuta s ohledem na obecné požadavky na práci s dekorativními laminovanými papírovými plasty (LDPP) získanými pomocí termosetových pryskyřic. Dekorativní plast HPL (High Pressure Laminate), vyráběný v našem podniku, je vyroben ze standardizovaných surovin nakupovaných pouze od důvěryhodných dodavatelů s mnohaletými zkušenostmi. Nedodržení těchto doporučení může mít za následek závady a ztrátu záruky výrobce.
Doprava
Při přepravě dekorativního laminovaného papíru (DLP) je nutné používat pouze rovné, dobře zajištěné palety a nedovolit vzájemné posunutí archů. Aby se zabránilo poškrábání povrchu dekorativních plastových fólií HPL, musí být během nakládacích a vykládacích operací zvedány ručně nebo je nutné použít vakuové drapáky.
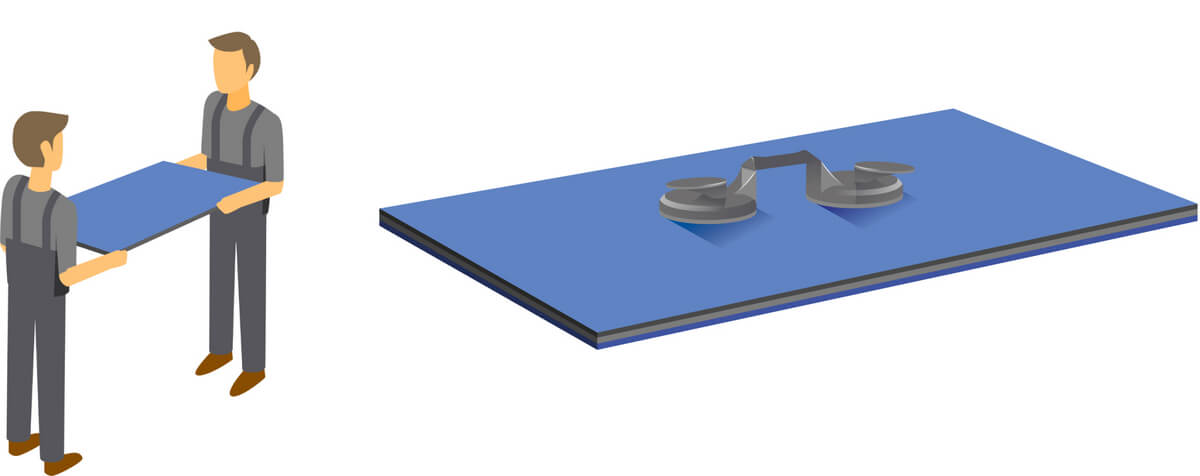
Je zakázáno přepravovat dekorativní plastové fólie tažením, protože cizí částice a ostré hrany mohou poškodit povrch.
Opatrování
Skladování dekorativních laminovaných papírových archů (DLP) se provádí v uzavřených místnostech, chráněných před vlhkostí a slunečním zářením. Optimální skladovací podmínky jsou 18-20°C a relativní vlhkost vzduchu 50-65%. Listy tenkého a silného plastu by měly být v původním obalu nebo naskládané na sebe na pevný rovný povrch (na stojanech). Horní vrstva je pokryta plastovou fólií.
Nedoporučuje se skladovat panely svisle.
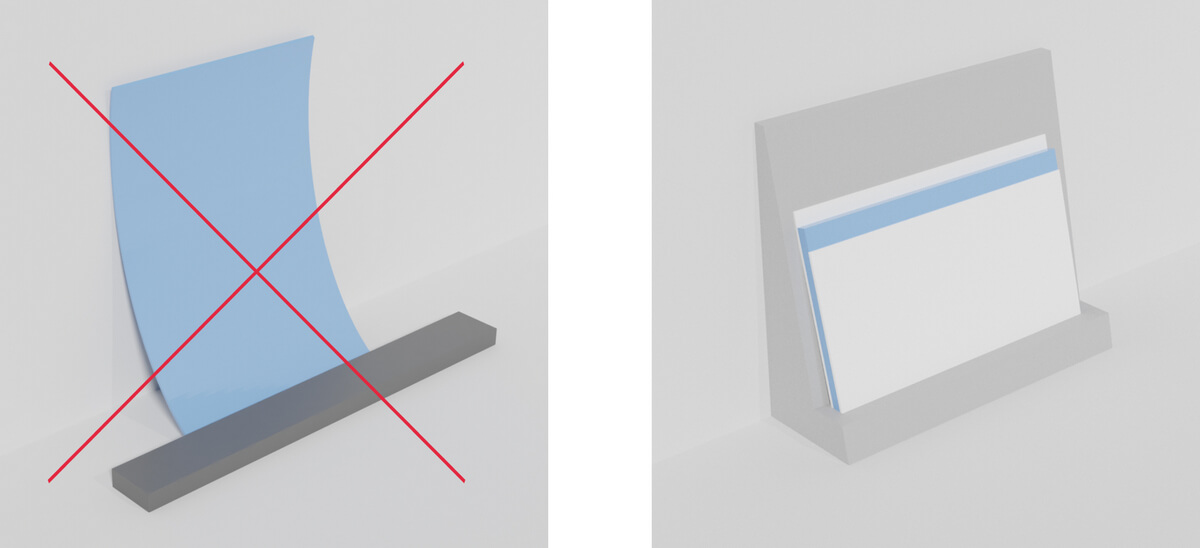
Varování! Při skladování dekorativního plastu při nízké vlhkosti (5 až 20 %) nebo vysoké vlhkosti (70 až 90 %) mají plasty tendenci se smršťovat nebo roztahovat. Z tohoto důvodu musí plastové desky a konstrukce, ke kterým jsou připevněny, dosáhnout své vlhkostní rovnováhy za podmínek jejich použití. Doporučené podmínky skladování jsou teplota 18-20°C a relativní vlhkost 50%. Doba větrání by měla být alespoň týden. Provětrávané plastové desky a konstrukční desky se skládají do samostatných hromádek s distančními vložkami, například z dřevěných prken.
Obrábění
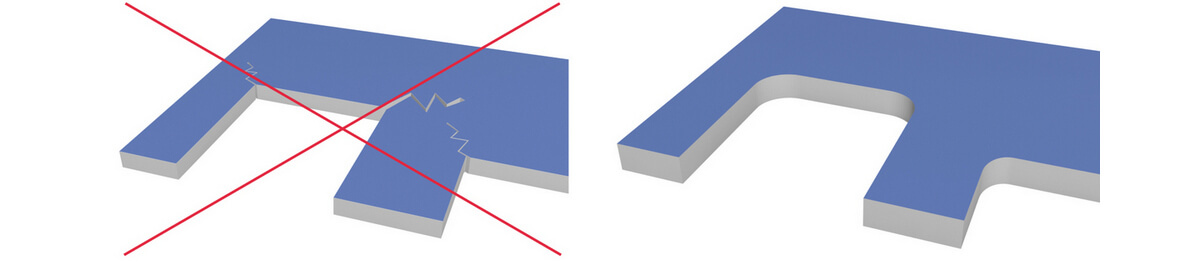
Pro řezání a vrtání se doporučuje používat řezné nástroje s tvrdokovovými hroty. Aby se zabránilo tvorbě zářezů a třísek, jsou plasty řezány tak, aby řezačka směřovala ze strany dekorativní vrstvy. Ocelová fréza by měla mít průměr 25 až 45 cm pro rovné řezání a 12 až 16 cm pro zakřivené řezání. Rychlost řezání by měla být od 25 do 40 m/min. Pokud jsou oba povrchy plechu zdobené, můžete se vyhnout odštípnutí na spodní straně změnou úhlu kontaktu čepele. Aby se zabránilo praskání, jsou všechny vnitřní rohy drážek zaoblené. Toho se dosáhne vyvrtáním zaoblení vnitřních rohů drážek před vlastním řezáním.

Ořezávání stacionární kotoučovou pilou
Pro dosažení dobrých výsledků jsou důležité následující podmínky:
- přesné vedení;
- na plech – (umístěný ozdobnou stranou nahoru) je v místě řezu vyvíjen dostatečný tlak pomocí lisovacího nástroje nebo lépe lisovacích bubnů, jejichž výška je nastavitelná;
- správná projekce čepele.
Pokud není potřeba držet se přesných tvarů, můžete řezat dva panely najednou, složené lícem k sobě. Projekce zubů na povrch panelu musí být upravena tak, aby odpovídala tvaru zubů a průměru čepele. Je třeba poznamenat, že v tomto případě může rubová strana plechu (ozdobná strana směřující dolů) prasknout. Ocelové kotouče rychloběžných kotoučových pil nesmí podléhat vibracím, pro které musí být rozteč menší než 10 mm, řezná rychlost od 20 do 50 m/s v závislosti na zubech, maximální rychlost posuvu je 0 m/min.
Pilové kotouče se zkosenými zuby vydrží mnohem déle, ale je třeba je používat opatrně, protože jsou velmi citlivé na náraz a kontakt s kovovými povrchy. Musí být splněny následující podmínky: krok od 10 do 15 mm; řezná rychlost od 70 do 100 m/s, rychlost posuvu od 15 do 0 m/min.
Ve většině případů nejsou kotouče o tloušťce menší než 2 mm dostatečně tuhé, vibrují a při řezání zanechávají zubaté hrany.
Ořezávání pásovou pilou
Pásová pila může být použita pouze k řezání laminátů, obvykle když je třeba vytvořit složitý tvar listu. Pro dosažení dobrých výsledků používejte čepele s jemnými zuby, jako u lehkých kovů.
Pro zajištění možnosti pohybu plastu při přirozených změnách jeho rozměrů vlivem teplotních a vlhkostních podmínek prostředí se doporučuje vyvrtat otvory pro upevňovací šrouby o průměru o 0,5 mm větším, než je průměr šroubu nebo samořezného šroubu. Šroub by se neměl dotýkat okrajů otvoru a na všech stranách by měly být mezery. V každém případě, aby se zabránilo nadměrnému utažení šroubů, by měly být použity plastové nebo pryžové podložky.
Aby se zabránilo odštípnutí plastové fólie, jsou otvory předem vyvrtány na vodorovné ploše na dekorativní straně plastu s podpěrou na pevném podkladu ze dřeva nebo dřevotřísky.
Nejvhodnější vrtáky do plastu jsou spirálové vrtáky s úhlem ostření 60° a 80° (pro vrtání kovu se obvykle používají vrtáky s úhlem ostření 120°) a ostrým úhlem šroubovice (vysokorychlostní úhel) se širokou mezerou pro vrtání (široké rýhování). Doporučený úhel náklonu je 7°, kontaktní úhel je 8°.
Pomocí šroubového vrtáku lze vyrobit otvory až do průměru 15 mm. Pro získání otvorů o průměru 15 až 40 mm se používají vystružovací vrtáky s jedním nebo více břity a vodítkem; Pro ještě větší průměry se používají běžné čepele s vodítkem.
Rychlost průniku vrtáku by nikdy neměla být překročena natolik, aby došlo k zahřátí dekoračního povrchu, který by se pak mohl poškodit.
Použití základny z tvrdého dřeva zabraňuje odlamování hran materiálu na výstupu vrtáku. V hromadné výrobě lze dosáhnout lepších výsledků použitím šablon se spojkami pro pevné upnutí vrtaného dílu.
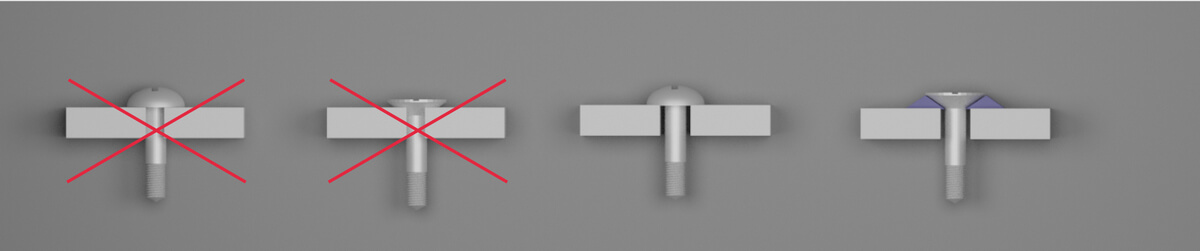
Plastové zapínání
Používejte pouze šrouby nebo závitořezné šrouby s vodorovnou dorazovou hlavou. Nedoporučuje se používat šrouby se zápustnou hlavou ve tvaru kužele, protože zkosený otvor pro ně snižuje tloušťku připevněného plastu, což vytváří další příležitost pro jeho zničení. Samořezné šrouby s menším stoupáním závitu poskytují spolehlivější spojení. Doporučuje se připevňovat šrouby nebo samořezné šrouby do plastů s přídavkem na vůli plastu, tzn. při utahování šroubů netlačte až na doraz, jinak bude upevňovací bod působit jako koncentrátor napětí a způsobit zničení plastové fólie ihned po instalaci nebo při dalším použití.
Montáž HPL panelů
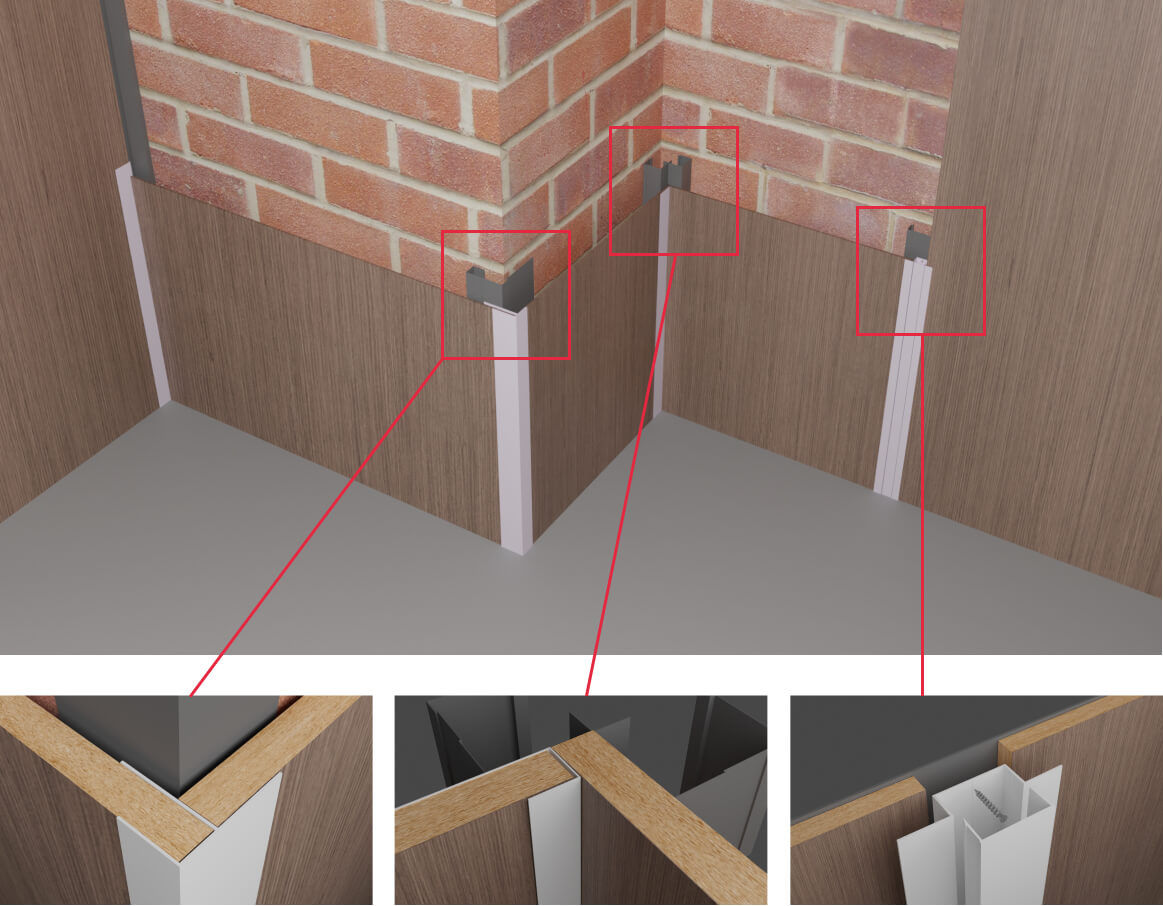
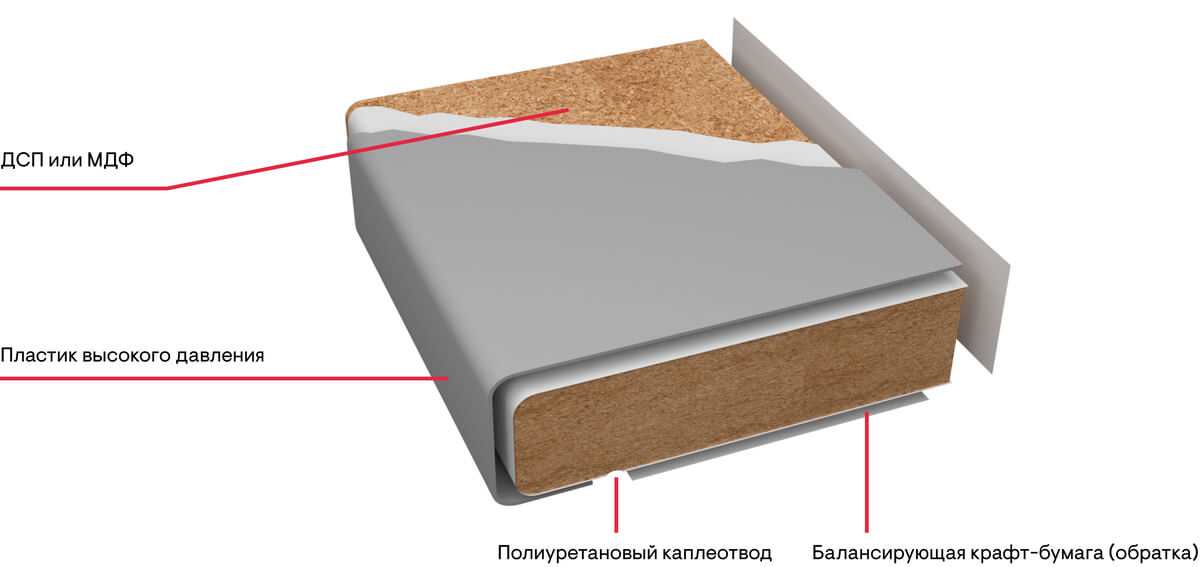
Finální vrstva je vyrobena z dekorativních HPL panelů tloušťky 6-10 mm, předem nařezaných z kompaktních laminátových desek v plné velikosti na panely požadované velikosti. Pro upevnění HPL (dřevotřískových) panelů se používají především dva typy montážních systémů: lepicí a pomocí L-, F- a omega-profilů.
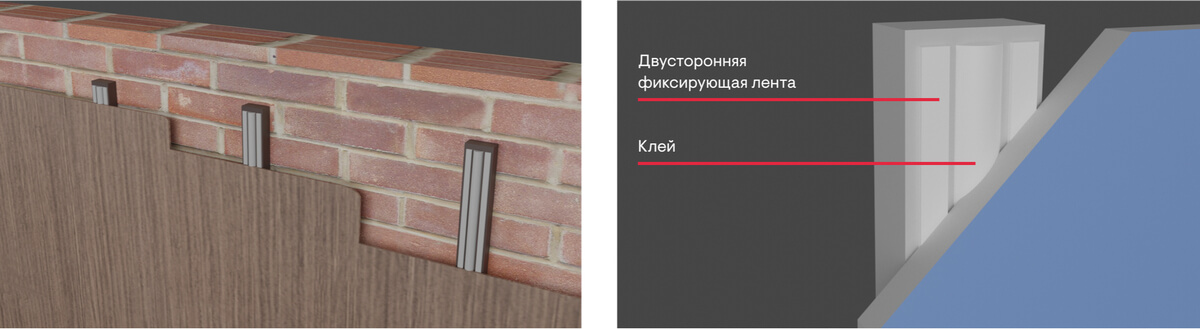
Lepicí systém:
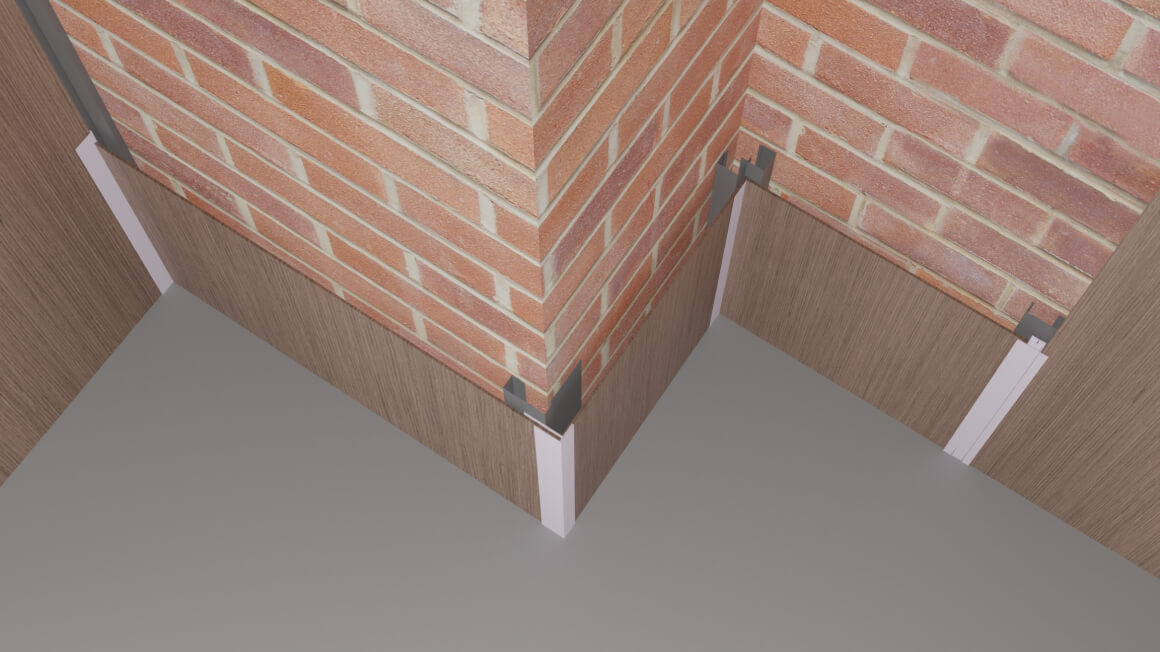
Použití profilů L-, F- a Omega:
Pomocí lepícího systému se deska a vodicí profil očistí, odmastí a napenetruje. Poté se aplikuje oboustranná fixační páska a lepidlo. Po polymeraci zůstává lepidlo elastické, což zajišťuje spolehlivou přilnavost.
Je zakázáno instalovat dekorativní HPL panely, dokud nejsou dokončeny všechny mokré procesy na místě instalace a vlhkost se nestabilizuje. Doporučené podmínky instalace: teplota 20-24°C a vlhkost vzduchu
v rozmezí 45-55 %.
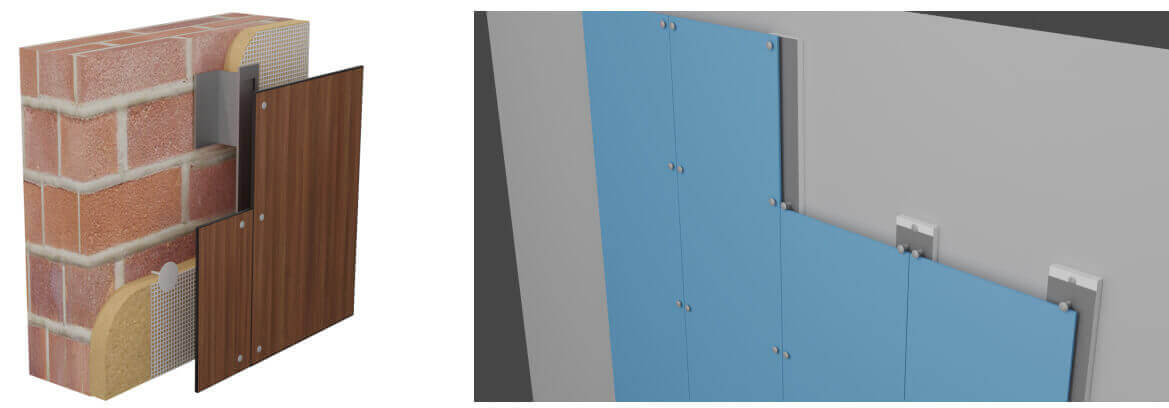
Při dokončování venkovní provětrávané HPL fasády je nutné zohlednit tloušťku panelů – je to dáno systémem uchycení a výškou objektu. Existuje několik způsobů upevnění: viditelné, skryté a překrývající se upevnění.
Skryté upevnění HPL panelů je zajištěno pomocí rozpěrných kotev (kýlové upevnění) nebo spon. Doporučená tloušťka panelů není menší než 8, 10 mm.

Viditelný upevňovací systém zajišťuje přítomnost upevňovacích prvků na povrchu fasády – nýtů, šroubů, svorek, které jsou natřeny v barvě fasády. Pro systém pohledového upevnění jsou vhodné všechny tloušťky fasádních dřevotřískových desek: 6, 8, 10 mm. Na suterénních podlažích budov je vhodné použít tloušťku minimálně 8 mm, protože Tato zóna je nejvíce náchylná na vliv vnějších faktorů. Konstrukce předstěny musí zajistit konvekci vzduchu v prostoru mezi HPL panelem a izolací.
Je zakázáno instalovat dekorativní HPL panely z důvodu tepelné roztažnosti materiálu. Doporučená tloušťka mezer mezi panely je minimálně 8 mm.
Plasty se obvykle lepí na dřevotřískové, dřevovláknité, MDF a překližkové desky. Před lepením je nutné uvést plast, lepidlo a podklad do stejných teplotních a vlhkostních podmínek. Většinou 18-22°C a relativní vlhkost vzduchu kolem 50%. Nově zakoupené sololitové, dřevotřískové nebo překližkové desky by měly schnout alespoň týden, aby nadměrná vlhkost neovlivnila kvalitu lepení plastu. Je nutné používat dřevěné podkladové desky s hladkým, bezvadným a leštěným povrchem a také absolutní čistotou všech surovin (plast, lepidlo, podklady) a lepených povrchů, jinak hrozí vměstnání cizích částic nebo promáčknutí povrchu. Lepidlo se nanáší vždy na celou zadní plochu plastu a je důležité kontrolovat rovnoměrnost nanášení lepidla.
Nanášené množství závisí na vlastnostech povrchu desek dřevěného substrátu, čím hrubší povrch, tím větší množství lepidla je potřeba nanést. Při lepení plastu je velmi důležité zajistit rovnoměrný kompresní tlak. Po nalepení vrstveného plastu a podkladu, aby nedošlo k nerovnoměrnému roztažení, je nutné jej držet 48 hodin při teplotě 20 až 24°C a vlhkosti 45 až 55%.
V závislosti na zařízení a typu podkladu lze použít různé druhy lepidel.
Níže jsou uvedena některá doporučení pro nejčastěji používané typy lepidel a zařízení. Tato doporučení jsou obecné povahy a mohou se lišit v závislosti na různých provozních podmínkách plastu. Ujasnění požadovaných parametrů je každopádně lepší konzultovat s dodavatelem lepidla.
90-150, na plast nebo substrát
— při t 20°С – 8-60 min
— při t 40°С – 4-12 min
— při t 60°С – 45-160 sec
— při t 20°С – 15-180 min
— při t 40°С – 5-30 min
— při t 60°С – 1-12 min
Typické problémy, příčiny a řešení
Po výrobě laminovaných plastů (LDPE) a jejich instalaci na místě provozu mohou nastat některé problémy, z nichž některé jsou uvedeny níže:
Praskání laminovaného dekoračního materiálu v rozích a kolem výřezů
Takové praskání může být způsobeno nesprávnou přípravou materiálů pro lepení, nesprávným lepením a v některých případech špatným plánováním práce a také kombinací faktorů. Vznik trhlin je způsoben vnitřním pnutím vznikajícím při změnách rozměrů materiálů. Tuto nevýhodu lze odstranit vhodnou přípravou materiálů pro lepení. Hrubé opracování hran, přítomnost vnitřních rohů, které nebyly předem zaoblené, může také způsobit tvorbu trhlin. Správným umístěním švů lze minimalizovat mechanické namáhání, které se v laminátu vyskytuje.
Rozdělení švů nebo spojů
Tento nedostatek je vysvětlen porušením technologie přípravy a lepení materiálů. Aby byl zajištěn pohyb plastových laminátů, musí být operace lepení prováděna s určitou tolerancí.
Oddělení laminovaného materiálu od substrátu
Přítomnost této vady je obecně způsobena špatnou kvalitou lepení. V tomto případě je třeba revidovat technologii lepení a věnovat zvláštní pozornost rovnoměrnosti rozložení lepidla, rovnoměrnosti tlaku a čistotě lepených ploch. Pokud se okraje materiálů neslepují, je nutné nanést trochu přebytečného lepidla. Reaktivaci kontaktních lepidel lze dosáhnout opětovným zahřátím, čímž je zajištěno spolehlivé spojení spojovaných materiálů po aplikaci vhodného tlaku.
Tvorba puchýřů nebo skořápek na povrchu vrstveného dekorativního materiálu
Tato vada může být způsobena nedostatečným množstvím lepicí hmoty, nesprávnou přípravou lepených povrchů a nedostatečným tlakem. Použitím kontaktního cementu lze tuto situaci napravit.
Tvorba skořápek na malé ploše (často doprovázená ztmavnutím vrstveného materiálu)
Tato nevýhoda může nastat v případě dlouhodobého vystavení laminovaného materiálu zdroji tepla. Elektrické spotřebiče generující teplo a žárovky se nesmějí dostat do kontaktu s povrchem vrstveného plastu ani jej umístit do těsné blízkosti. Opakovaným zahříváním dochází k odpovídající reakci plastu a adhezivního materiálu a v důsledku dlouhodobého zahřívání plastu na teplotu nad 150 °C dochází k deformaci vrstveného materiálu.
Praskání laminovaného materiálu ve střední části listu
Tato vada může být důsledkem ohýbání substrátu nebo nerovnoměrného rozložení adhezivního materiálu. Aby k takovému následku nedocházelo, je navíc nutné zajistit, aby se mezi podklad a plast při jejich lepení nedostaly žádné cizí částice.
Deformace namontovaných HPL panelů
Deformace (ohýbání) dekorativních HPL panelů nastává v důsledku prudké změny teplotních a vlhkostních poměrů v místě, kde jsou panely skladovány a instalovány. Aby se této závadě předešlo, je nutné dodržovat doporučení pro práci s HPL z hlediska podmínek skladování, větrání a instalace. Deformace může také nastat v důsledku nedávno dokončených mokrých procesů, což vede k silným výkyvům vlhkosti v místě instalace.
Deformování hotového výrobku
Obecně může k takovému důsledku dojít, pokud je nesprávně vybrán návrh hotového výrobku. Je důležité vybrat správné pláty obkladového materiálu a uspořádat je tak, aby jejich vlákna probíhala paralelně s vlákny vrstveného dekoračního materiálu. Důležité je také správné použití lepicí hmoty. Pokud je substrát připevněn k rámu, musí být tento navržen tak, aby byl celý výrobek v jedné rovině. Důležitá je také správná příprava povrchů lepených materiálů.
Moření nebo změna barvy povrchu laminovaného dekorativního plastu
Tento výsledek může být výsledkem působení určitých chemikálií (kyselin a zásad), často obsažených v průmyslově vyráběných čisticích prostředcích, na plastový povrch:
- silná kyselina, která může způsobit rychlé leptání (destrukce melaminové vrstvy), změnu barvy vrstveného dekoračního materiálu a snížení ochranné funkce povrchu;
- koncentrovaný alkalický roztok, který může způsobit leptání (destrukce melaminové vrstvy), změnu barvy vrstveného dekorativního materiálu a snížení ochranné funkce povrchu;
- Abrazivní složky v čisticích směsích odbarvují vrstvený dekorativní materiál a snižují ochrannou funkci povrchu.
Zvláštní pozornost je třeba věnovat při použití takových výrobků v těsné blízkosti dekorativního povrchu. Rozpouštědla na bázi acetonu, toluenu, alkoholů atd.; vysoce aktivní čisticí a dezinfekční prostředky na bázi chlóru, peroxidu a čpavkových látek, kyselin a zásad by neměly zůstat v kontaktu s povrchem vrstveného dekoračního materiálu.